Il existe deux principaux types de bactéries utilisées dans les formulations d’inoculants, en fonction du résultat souhaité :
- Les bactéries lactiques homofermentaires, qui transforment les sucres solubles du fourrage en acide lactique. Ces bactéries accélèrent la fermentation de départ, ce qui permet d’atteindre rapidement un pH faible. Parmi les exemples, citons lactobacillus plantarum, pediococcus acidilactici, enterococcus faecium et lactobacillus salivarius.
- Les bactéries hétérofermentaires, qui produisent des acides aux fortes propriétés antifongiques, comme l’acide acétique et l’acide propionique. Elles renforcent la stabilité aérobie de l’ensilage et contribuent à réduire les risques d’altération aérobie après ouverture. Les souches lactobacillus buchneri et propionibacterium acidipropionici en sont des exemples. D’autres souches comme L. hilgardii sont également à l’étude.
Un conservateur d’ensilage peut contenir une ou plusieurs souches de micro-organismes homofermentaires, hétérofermentaires ou une combinaison de micro-organismes.
La formule doit être adaptée au type de culture, à la matière sèche à la récolte, à la teneur en sucre du fourrage, ainsi qu’à la teneur en protéines et en minéraux du fourrage – entre autres facteurs. De plus, les bactéries lactiques peuvent aussi s’ajouter à des enzymes, ce qui améliore la digestibilité des fibres et alimente les bactéries d’inoculation du fourrage.
Principaux critères
Gardez les critères suivants à l’esprit au moment de choisir un additif d’ensilage.
- Objectifs généraux : La formule doit être choisie en fonction des objectifs spécifiques, notamment le type de culture et la matière sèche à la récolte – entre autres.
- Agrément du produit : Le produit doit être homologué dans le pays d’utilisation.
- Données à l’appui des allégations : Le fabricant doit fournir les données du produit spécifique dans la culture cible. Dans l’idéal, la recherche doit être menée dans des centres de recherche indépendants où sont vérifiées les allégations. Tout essai doit valider le conservateur utilisé à la dose d’application indiquée sur l’étiquette du produit.
- Spécificité de la souche : Chaque souche possède sa propre identité génétique. Les souches commerciales sont enregistrées sous des numéros de souche uniques, par exemple L. buchneri NCIMB 40788. On ne peut pas s’attendre à ce que les souches d’une entreprise à l’autre aient les mêmes performances.
- Qualité de la production : Les additifs d’ensilage doivent être produits et emballés dans des conditions de fabrication certifiées. Pour voir de l’intérieur la production de conservateurs d’ensilage, regardez cette vidéo (en anglais).
- Emballage des produits : Les conservateurs contiennent des produits viables séchés, sensibles à la chaleur, à l’humidité et à l’air. L’emballage doit éviter l’exposition à ces éléments. L’utilisation de films très isolants est courante.
- Durée de conservation et conditions de stockage : Afin de préserver l’intégrité du produit, stockez le conservateur conformément aux indications figurant sur l’emballage.
- Adéquation de la forme du produit : L’application sous forme de granulés secs est peut-être plus facile mais moins efficace que l’application sous forme liquide, car la teneur en matière sèche des cultures augmente.
- Technologie du produit dans le réservoir d’application : Au fil du temps, la viabilité des bactéries après dilution dépend de la formulation et de la technologie. Le produit doit rester en suspension après dilution pour éviter une application inégale.
- Assistance technique : Recherchez les fabricants qui proposent un support technique en cas de problème.
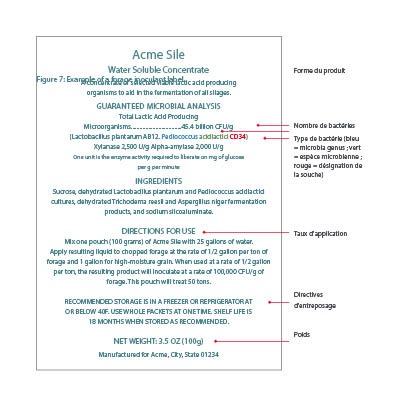
L’étiquette du produit doit clairement mentionner la concentration en bactéries lactiques, l’identité de la ou des substances actives, l’agrément officiel, les précautions d’emploi, la stabilité, la date de fabrication, le numéro de lot et le poids net. La durée de conservation et les conditions de stockage doivent être indiquées.
Si le produit contient des enzymes, des niveaux garantis doivent être déclarés. Ils doivent être les mêmes que ceux utilisés dans les essais pour valider l’efficacité du produit. Si aucun niveau garanti des enzymes n’est donné, il vaut mieux considérer qu’elles ne sont pas présentes.
Exemple d’étiquette et des principaux composants d’un conservateur d’ensilage américain :
Unités formant colonies (UFC)
Les micro-organismes sont microscopiques et difficiles à compter individuellement. Le décompte des bactéries s’exprime en UFC (unités formant colonies) par gramme de fourrage frais traité, ou par gramme de produit. Le nombre d’UFC représente le nombre de bactéries vivantes et actives. Les taux d’organismes dans les inhibiteurs d’altération varient.